
专业异形弹簧原材料的表层缺点,如裂痕、伸缩、鳞皮、生锈、凹痕、刮痕和压印等,都易使弹簧在工作中全过程中导致应力。其应力的位置经常是导致疲惫毁坏的疲惫源。 疲惫源还易在表层渗碳的位置先产生,因而严控渗碳层深层也是一个很重要的质量标准。 为提升专业异形弹簧原材料的工艺性能,能够对原材料表层开展抛光或打磨抛光,在不锈钢丝拉拨前选用去皮加工工艺剥除一层原材料外皮,那样能够 将绝大多数表层缺点除掉。弹簧调质处理时可选用操纵氛围或热处理加工,避免表层渗碳和空气氧化。
二、清理常见问题: 异形弹簧配件一定要注意清洗表层不必应用漂白液和带有研磨液、钢刷(球)、碾磨专用工具等清洗液,以去除清洗液,在清理的最终,表层用整洁的水清理。 洗涤方法; 尘土和非常容易解决脏用香皂,弱洗剂或用温开水洗,标识和纸贴,弱用温开水洗洁剂洗,人体脂肪,油,润滑脂环境污染后干用薄布或纸用中性清洗剂或氨水溶液或独特清理药品清理。 给不锈钢弹簧上光; 异形弹簧配件把光亮剂B与粗研磨抛光机的震动或内六角滚桶(弹簧与精耐磨材料的容积比1:3,光亮剂B的总数是1%-2%,弹簧的净重,光辉已不)打磨抛光后,干躁和整洁的水,如灯表层电镀镍不锈钢弹簧,始终不容易退色。

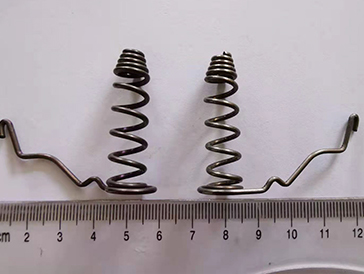
第一种:专业异形弹簧加工,大弹簧因为它的电线规格挺大、热卷电线规格做到16-200mm,因此它又被称作热卷弹簧,它的生产制造生产过程选用热卷加工工艺,它被加温后非常容易歪曲成形、并且回弹力不大,当制做成形后再历经热处理解决就可以。 第二种:异形弹簧配件电力机车弹簧,往往被称作电力机车弹簧就是说由于其抗拉强度或是你也可以说强度很高,其制做生产过程和大弹簧加工大致类似,仅仅 在早期弹簧原材料的冷轧、生产、拉拨等全过程规定更为严苛罢了。
一、专业异形弹簧清理打磨抛光方式 : 1、将不锈钢弹簧放进有效的水稀释液金属材料清洁液A(清洁剂A和水稀释液之比1:1和1:2)塑料制品,无油渍,没有时间对弹簧表层氧化皮修复金属颜色提议,侵泡時间不可过长,用冷水清洗。这一不锈钢板的弹簧表层有一次光效用。 2、清理成粗碾磨,专业异形弹簧振动研磨机或六角滚桶(弹簧和粗沙容积比好是的是1:3,清洁液使用量为1%-2%)弹簧的净重,用冷水清洗,碾磨和打磨抛光后表层刮痕的弹簧,提升弹簧的表层。但它不宜于较密、较密、蜿蜒曲折的初春。

专业异形弹簧低温碳氮共渗--采用回火与低温碳氮共渗(软氮化)相结合的工艺,能显着提高弹簧的疲劳寿命及耐蚀性,此工艺多用于卷簧。 专业异形弹簧喷丸处理--划痕、折叠、氧化脱碳等表面缺陷往往会成为弹簧工作时应力集中的地方和疲劳断裂源。若用细小的钢丸高速喷打弹簧表面,不仅改善弹簧表面质量,提高表面强度,并使表面处于压应力状态,从而提高弹簧疲劳强度和使用寿命。
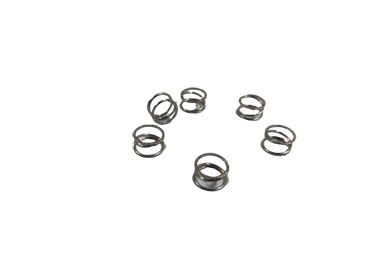
1.专业异形弹簧测量功能 我们知道,在弹性限度内,精密弹簧的伸长(或收缩)跟外力成正比。利用弹簧这一性质制成弹簧秤。 2.专业异形弹簧紧压功能 观察各种电器开关会发现,开关的两个触头中,必然有一个出头装有弹簧,以保证两个出头紧密接触,是导通良好。如果接触不良,接触处的电阻变大,电流通过时产生的热量变大,严重时还会是接触处的金属融化。卡口灯头的两个金属柱都装有弹簧也是为了接触良好;至于螺口灯头的中心金属片以及所有插座的接插金属片都是簧片,其功能都是使双方紧密接触,以保持到同良好。在何时磁带中,有一块磷青铜的簧片,利用它弯曲形变时产生的弹力使磁头与磁带密切接触。





 沪公网安备31011502002161号
沪公网安备31011502002161号
